生物燃料的应用

生物燃料的应用范文第1篇
关键词:建筑节能,化粪池,微生物燃料电池,产电
中图分类号: TU201.5文献标识码:A文章编号:
1 引言
近年来,中国房地产业蓬勃发展,每年新建房屋面积高达17~18亿平米,超过所有发达国家每年建成建筑面积的总和[1]。建设事业迅猛发展,建筑能耗随之迅速增长,1999年我国建筑能耗占社会总能耗的比例已达到20%~25%。随着人民生活水平的不断提高、城镇化进程的加快以及住房体制改革的深化,我国的建筑能耗必将进一步增加。为此,“建筑节能”概念应运而生。
建筑节能,在发达国家最初为减少建筑中能量的散失,现在则普遍称为“提高建筑中的能源利用率”,即在保证提高建筑舒适性的条件下,合理使用能源,不断提高能源利用效率[2]。我国建筑节能起步较晚,建筑能耗比发达国家高很多。因此,不断开发新的建筑节能技术,提高建筑物的能源利用效率至关重要,力求在减少建筑内能源总需求量的同时,大力开发利用可再生的新能源[3]。
微生物燃料电池(Microbial Fuel Cells,MFCs)作为近年来发展起来的一种新能源,是一种利用微生物的酶将储存在有机物质中的化学能转化成电能的装置[4, 5]。本文将探讨MFC 在建筑节能领域应用的可行性,将其与化粪池联合作用,达到产能与处理粪水的双重效果。
2 MFC简介
如图1所示,阳极室的底物在微生物的呼吸作用下被代谢分解,产生的能量被微生物储存用于自身生长,而产生的电子被介体从微生物体内携带出来传递到阳极上,外部与用电器连接构成回路,电子在回路中流动,从而形成电流。这个过程中产生的质子通过质子交换膜传递进入阴极室,与氧气和电子反应生成水,从而实现化学能到电能的转化[6]。影响MFC产电的因素很多,如电池的结构及运行方式、产电微生物的种类、电极种类及比表面积、质子交换膜、底物种类等。
图1微生物燃料电池工作原理
3 以粪水为基质的MFC可行性及研究进展
人体排泄物主要成分中3/4为水,1/4为固体;固体中30%为死细菌,10%~20%为脂肪,2%~3%为蛋白质,10%~20%为无机盐,30%为未消化的残存食物及消化液中脱落的上皮细胞等固体成分[7]。其中大部分物质,如脂肪、蛋白质、碳水化合物等大分子物质,但都可以经过水解发酵转化成小分子物质,直接作为产电微生物电子供体[8, 9],因此理论上粪水可以作为微生物燃料电池的燃料。
将微生物燃料电池应用于人体排泄物的处理是近些年才开始关注的技术,研究也刚处在起步阶段,仅有为数不多的研究小组在进行研究。Li等研究了以粪水为燃料的MFC产电性能,结果表明,利用厌氧发酵装置对粪水发酵,将大分子化合物分解为小分子有机物后再作为MFC的底物,其产电性能有了大幅度提升[10]。因此,可考虑利用化粪池作为厌氧发酵装置,构建“产酸发酵预处理单元”与“MFCs单元”,将生活粪便污水经发酵水解后作为MFC的燃料进行产电。
4 MFC在建筑中应用的探讨:
1)MFC与化粪池合用的可行性
目前建筑中采用的化粪池大多为砖砌或钢筋混凝土浇筑,内部一般分两格或三格,如图2。人体排泄物首先进入第Ⅰ池,比重较大的固状物及寄生虫卵等沉淀下来,利用池水中的厌氧细菌开始初步发酵分解,经第一格处理过的污水可分为三层:上层糊状粪皮、中层比较澄清的粪液和下层的固状粪渣。之后中层粪液经过粪孔溢流至第Ⅱ池,而将大部分未经充分发酵的粪皮和粪渣阻留在第Ⅰ池继续发酵。流入第Ⅲ池的粪液已基本腐熟,出水排入市政管网。
图2:三格化粪池剖面示意图[11]
粪水厌氧发酵阶段产生的小分子有机物主要存在于第Ⅱ池的中层粪液,因此,可利用中层粪液作为MFC的燃料。如图3所示,在化粪池Ⅱ格内设置连通管,中层粪液经滤网过滤后进入MFC电池组,经产电微生物作用后流入化粪池第Ⅲ格。连通管处设置流量调节阀,控制进入MFC阳极室的粪液量及流速,以达到最佳产电效果。研究表明,在相同条件下(电池体积、底物、接种微生物、外界温度等),单室电池比双室电池的产电高:Liu等采用单室(空气式阴极)微生物燃料电池处理城市废水,产能密度为146mW/m2,而采用双室(液体式阴极)微生物燃料电池产能密度仅为16~28mW/㎡[12],同时考虑到占地面积,建议采用单室微生物燃料电池组与化粪池联合。化粪池一般埋地设置,因此MFC上空需安装格栅,保持阴极与空气的良好接触。
根据用电器的用电要求,MFC电池组的各单体电池可采取串联或并联方式,以求电压或电流的最大化。Du等以单体有效容积120 cm3的MFC处理人体粪水,最高可产生0.288 mW的电能[13]。若组装10 m³的MFC电池组,则可连续提供24 W的电能,可为LED灯等用电功率较低的电气设备提供长期电源。
图3:MFC与化粪池合用平面示意图
2)MFC与化粪池合用的理论依据
化粪池内理论上为厌氧环境,与MFC阳极室相同,因此将它们直接连通,不会造成内部环境的本质改变。
(1)温度:中温厌氧消化温度为30~36℃;而在30℃下,MFC的最大产电性能相对优良,其输出功率、库伦效率、COD去除率等均比20℃时有较大幅度的提高[14~16]。
(2)pH值:对污泥厌氧消化的影响很大[17],水解与发酵菌对pH值的适应范围大致为5~6.5,甲烷菌对pH值的适应范围为6.6~7.5之间,即只允许在中性附近波动[18];而产电微生物也是的近乎中性的环境中反应。
(3)微生物种群:目前大部分MFC中的产电微生物,都是从厌氧污泥中培养出来的,其中普通变形菌和埃希氏大肠杆菌被证明是很好的接种细菌[19],而混合接种比纯种接种微生物产电要高很多。Park等向电池中分别接种污泥和埃希氏大肠杆菌时,产能密度分别为787.5 mW/m2和91 mW/m2[20]。一些已知的在化粪池中产酸发酵的微生物分属于以下几类:梭菌属(Clostridium)、产碱菌(Alcaligenes)、肠球菌(Enterococcus),也都已经从MFC中分离出来。
综上所述,将MFC与化粪池直接连通具备可行性。
3)MFC与化粪池合用的优势
(1)MFC可分担部分化粪池水解酸化后的污水,提高有机物去除率,提高出水水质,在一定程度上减小城市污水处理厂的负担。
(2)化粪池运行期间,池内污水保持流动状态,MFC阳极室中的溶液也会不停流动,相当于连续运行的MFC。MFC的运行方式是影响其产电的重要因素,连续运行比间歇运行产电性能高。
(3)产电微生物能将底物直接转化为电能,避免了受卡诺循环和现代材料的限制,保证了较高的能量转化效率;MFC内部反应生成的产物为二氧化碳和水,不需要进行废气处理,且无噪音、无异味,不存在二次污染的可能;在缺乏电力基础设施的局部地区,将MFC与化粪池合用,可提供基本的而宝贵的照明电能。
生物燃料的应用范文第2篇
【关键词】生物质气化混燃发电;气化炉;自动控制;系统研究
[Abstract]biomass gasification mixed combustion power generation is an effective way to use biomass energy and conventional fossil energy, but also can control the emission of SO2, NOX、N2O and CO, and even toxic pollutants. In the mixed fuel power generation system of biomass gasification, gasification furnace is the core technology of biomass gasification in the equipment, the automatic control technology is a key factor to determine the system stable and efficient operation, efficient and clean utilization of raw materials can. This article is based on the established biomass gasification equipment, combined with biomass gasification + coal coupled power generation technology requirements, starting from the principle of biomass gasification, launch control research for the influence factors of gasification and biomass gasification + coal coupled power generation applications, and gives the design of automatic control of mixed combustion of biomass gasification power generation process gasification furnace.
[Key words] biomass gasification mixed combustion power generation; gasifier; automatic control; system research
引言
如果l电企业能够利用农林废弃物发电,对促进节能减排和合理控制能源消费总量具有积极作用,而采用气化技术产生的生物质可燃气取代部分锅炉用煤,充分利用燃煤机组高发电效率,这种“生物质能气化+煤”耦合式发电方式,生物质综合发电效率在30%以上,高于现有的生物质直燃发电(20~25%),减少了化石燃料产生的污染物排放量,符合火力发电能源结构调整的要求,也能满足国家能源局印发的《可再生能源配额制指导意见》规定非水电新能源发电配额的要求。
1.生物质气化工艺流程
1.1生物质的贮存系统
加工成型的生物质物料,由外界通过运输车辆送到生物质贮存仓库,在贮存前,生物质原料须进行称重、取样。生物质原料品质的关键指标为生物质水分和热值,在生物质贮存仓库内配有装载机,抓斗旋转装置,通过这些装置,生物质被送到进料振动筛,生物质经过振动筛网,过滤掉不合格的生物质料,再通过螺旋输送机,长距离输送皮带将生物质送到加压系进料系统的常压料仓。
1.2加压进料系统
存放在常压料仓的生物质料,通过进料装置和阀门进入到生物质锁斗,锁斗装满生物质料后,通过控制系统用氮气(氮气由公用工程制氮系统供应)对锁斗充压,当生物质在锁斗内压到0.1~0.3MPa时(与气化炉压保持一致),锁斗加压完成,生物质通过下料阀和下料装置,进入到加压给料仓,在加压给料仓的底部,有两组螺旋输送机,生物质料由这两组螺旋输送机分两路进入到生物质气化炉进行持续进料。生物质锁斗在完成卸料后,锁斗将会进行卸压至常压状态,再重新进料,充压,进行下一个循环物料输送,每个小时完成约两次循环,每次进料量可维持气化炉满负荷运行30分钟。
1.3生物质气化炉及气体净化系统
气化炉是整个系统的关键设备。根据操作条件的差别,气化炉分为固定床气化炉和流化床气化炉两种类型。本文建议采用富氧加压循环流化床气化炉,相比常规循环流化床气化炉在处理规模、气化效率、燃气品质等方面具有较为显著的优势。富氧加压循环流化床的加压气化增加了反应的浓度和反应速度,大幅度增加了处理量,且反应温度高,碳转化率95%以上。工作压力在0.3MPa时,如果处理量为530吨/天,加压后发电功率提高2%(折合300KW/h)。在同等装机容量、同等工程条件下,加压气化总体投资比常压循环流化床气化低。
气化炉炉型为流化床,从加压给料仓来的生物质分成两路从气化炉的下部进入炉膛反应区;在气化炉的底部,空气,氧(水蒸气根据生物质成分按比例加入)作为气化剂进入炉膛,生物质在炉膛内和空气,氧气充分混合,形成一种沸腾流化状态(气化反应温度约为700~980℃,气化压力0.1~0.3MPa);同时,炉内的高温床料也充分起来了传热和传质的作用,加速了气化反应的进程,气化最终生成高温可燃气。
化学方程如下:
主要气化反应:C + O2 C O2+Q
2C + O2 2CO+Q
C + H2O CO+H2-Q
2CO + O2 2CO2+Q
CO2 + C 2CO-Q
C + 2H2 CH4+Q
生物质裂解反应:生物质CO+H2+CH4+N2+CnHm(少量焦油)
因生物质原料含有一定比例的灰分,在气化过程中产生的灰渣,一部分由气化炉底部排出,冷却后送到贮存系统;另一部分则随着可燃气进入到下游分离装置-旋风分离器,进入旋风分离器的高温合成气在离心力的作用下,进行气体和固体分离,固体灰从旋风分离器底部经过冷却后排出,送到贮存系统。可燃气则从旋风分离器的顶部出来,进入到下游的余热回收系统。
表1 气化炉出口典型可燃气组成表
可燃气组成 CO H2 CH4 N2 CO2 H2O 焦油量 粉尘量
含量%(vol) 24.2 17 4.5 28.6 13.1 12.6
可燃气热值 6487KJ/Nm3(1552kcal/Nm3)
1.4余热回收装置系统
经过旋风除尘后的可燃气温度约为850~900℃,气体温度较高,且体积较大,在送入电厂燃煤锅炉前为减小设备w积,降低输送气体管道的设备材质等级要求,同时保证可燃气中的焦油不产生冷凝,高温可燃气通过余热回收装置热量回收的方式降温到400℃左右,余热回收装置生成的低压水蒸汽并入电厂管网系统,气化炉用除盐水由电厂公用系统供应。
1.5可燃气的输送和燃烧系统
经过除尘和余热回收后的可燃气,温度约为400℃,烟气中的焦油在300℃以上成气态,压力(0.1~0.3MPa),气体经过经过在线的气体成分、温度及流量计量计算得出输入锅炉的总热量,再送到燃煤锅炉前独立的燃气燃烧器,通过锅炉燃烧器燃气进入锅炉和煤粉一起燃烧发电。在事故情况下,可燃气可通过紧急的排放火炬及切断系统,如锅炉MFT,气化系统的安全保护动作将触发气化炉紧急停车,气化系统将与锅炉系统切断隔离,可燃气将引至安全区域火炬放空,且系统自动进行氮气置换的保护程序,煤气放散装置设有点火装置和氮气灭火设施。
2.生物质气化过程的主要影响因素
生物质气化反应复杂,气化机理研究较为困难,反应过程受到的影响因素较多。针对既定的气化装置及生物质颗粒,其影响因素主要为气化温度、时间、压力。在生物质气化过程中,气化温度是一个很重要的参数,温度的高低不但会影响产气的速率,而且对物料反应过程中的吸放热等可逆反应也一定的影响,从而最终影响到气化产物分布、产品气的组成、产气率、热解气热值。此外,反应时间是决定二次反应过程的主要因素,一般温度大于700℃时,气化过程初始产物(挥发性物质)的二次裂解受停留时间的影响很大,在8s左右,可接近完全分解,使气体产率明显增加,所以必须考虑停留时间对气化效果的影响。压力方面,采用加压气化技术可以改善流化质量,压力增大,裂解反应加强,产生的焦油量和气相浓度都减小。所以,操作压力提高,一方面能提高生产能力,另一方面能减少带出物损失。
3.过程控制系统
生物质气化混燃发电的生产装置及公用工程等辅助装置都采用现场总线、DCS、EDS和PLC进行监控和联锁。个别辅助装置也可设置常规仪表盘。由于装置中可能泄露可燃气体及有毒气体,也可考虑设有可燃气体检测器及相应的毒气检测器。
3.1气化炉安全稳定运行控制系统
设置一个中央控制台(CCS),中央控制台内设有DCS和ESD操作站、辅助操作站等人机接口,对燃料的输送、加压、进料、气化,余热回收装置和公用设施进行操作控制管理。此外,还应设有计算机系统进行先进控制(APC)和实时优化(RT-OPT)管理。中央控制台集计算机控制、计算机监督控制(SCS)和全装置的管理计算机系统(TCS)于一体。
DCS系统及仪表电源均由不中断供电装置(UPS)供给,要求在外电源断电后,整个仪表及DCS能供30分钟的备用量。仪表空气由电厂配送过来缓冲罐送往气化系统各装置,气化罐容量应满足全装置停电后30分钟用量。
气化装置的重要的安全联锁系统采用三重化冗余系统(即紧急停车系统ESD),对安全联锁系统的关键参数采用3取2表决处理。联锁系统的重要输出采用双电磁阀的结构。ESD系统具备与DCS进行高速通讯的能力,能够及时把联锁系统的工艺参数告诉操作员,又能及时接受DCS的指令。为确保气化炉运行稳定性,控制平台还将对生物质燃料流量中值选择,氧/燃料比参数以及气化炉负荷进行控制和调整。
3.1.1生物质燃料流量中值选择。
生物质燃料流量的控制是采用变频电机调节生物质燃料泵转速来实现。为了增加生物质燃料流量测量的可靠性,对生物质燃料流量设计了中值选择回路。对生物质燃料流量(三个电磁流量计)输入DCS进行计算,取中间值即中值作为生物质燃料流量的最终值。在DCS上可选择上述三个流量或中值为输入值经PID调节控制生物质燃料给料器的转速。
3.1.2氧/生物质燃料比参数。
氧/生物质燃料比的自动控制,采用标准比例功能和内部仪表的比例计算来保证氧/生物质燃料比稳定。氧/生物质燃料比手动给出,经乘法器(生物质燃料流量乘以氧/生物质燃料比)计算出氧量流量,作为氧气单参数控制回路的远程给定。如果生物质燃料流量发生变化,通过氧/生物质燃料比自动控制。根据实测的生物质燃料流量计算出氧量流量,经PID调节后的输出值来控制氧气调节阀的动作。如果氧气流量发生变化,通过氧/生物质燃料比自动控制,计算出相应的生物质燃料流量,经PID调节后的输出值来控制电机转速,使生物质燃料流量按氧/生物质燃料比变化。
3.1.3气化炉负荷的控制。
气化炉生产负荷的控制,气化炉负荷手动给出,为了防止负荷大幅度波动,设置速度限制器,将负荷每分钟的变化限制在一定范围内。为了防止氧气过量,设置高低选择器。在生物质燃料回路上设置高选器,将计算出的生物质燃料量和负荷给定的燃料量作比较,取高者作为生物质燃料回路远程给定的最终值。在氧气回路上设计低选器,将生物质燃料量和负荷给定的生物质燃料流量作比较,将其低者作为氧气回路的给定值。这样当低负荷时,生物质燃料流量大于负荷给定值,被高选器选中,先提生物质燃料流量,经氧/生物质燃料比控制,氧气流量随之变化。当降负荷时,氧气流量低于负荷给定值,被低选器选中,先降氧气流量,经氧/生物质燃料比控制,生物质燃料流量随之下降。
3.2辅助控制系统
辅助控制系统采用PLC控制,并与DCS通过通讯及硬接线连接,在DCS上完成监视及操作。辅助控制系统推荐采用同一品牌的PLC系统以利于运行维护。
3.3紧急操作台
当分散控制系统(DCS)发生通讯故障或操作员站全部故障时,可以通过紧急操作台实现安全停炉。安装在操作台上实现紧急安全停炉所必需的后台监控设备主要有:手动停炉、放空阀、火炬点火等操作按钮,对有可能发生燃气泄漏的位置均设置燃气泄漏报警设备。
总之,针对既定的生物质气化混燃发电系统采用分散控制系统(DCS)控制[包括:数据采集系统(DAS)、模拟量控制系统(MCS)、顺序控制系统(SCS)、锅炉安全保护系统(FSSS)及电气控制系统(ECS)等],个辅助系统(制氧、制氮、空压机、除灰及输料等)为随系统带来的PLC控制,在DCS上完成全厂监视及操作完全满足设计需求,为生物质气化混燃发电的推广应用从控制角度提供了一种有益的思路和方法。
参考文献:
[1]张瑞祥.生物质发电气化过程机理分析与建模研究[D].华北电力大学(河北),2008.
生物燃料的应用范文第3篇
本文介绍了目前绿色阻燃剂的品种、应用现状,并对各种阻燃剂的性能和阻燃机理进行了比较。阐明了绿色阻燃剂在纺织面料上的重要性及其未来的发展空间。
关键词:绿色化学;阻燃剂;纺织面料
1 绿色阻燃剂简介
生态环境问题是当今世界人类面临的中心问题之一,目前地球生态环境的恶化已明显威胁人类的生存。据不完全统计,世界上现有生产或使用的化学品多达10万余种,仅美国化学工业每年就要排放30多亿吨的化学废弃物进入环境。
绿色化学是将原料分子中的原子百分之百地转变成产物,不生成或很少生成副产品或废物,实现废物“零排放”的一种化学生产工艺,该工艺具有原料无毒无害、转化率高、环境友好等特性。
绿色阻燃剂因其从设计思想、原料选择、配色设计、工艺流程到产品的保存、应用及废品处理等各个环节都遵从绿色化学理念,也就是说最大限度地减少或取消那些对人类健康、生态环境、社会安全有害的原料和生产工艺的使用,不以人的安全和环境污染为代价来提高材料的阻燃效果,所以它真正实现了从源头上阻止阻燃材料的污染。
2 绿色阻燃剂的种类
阻燃织物中的阻燃剂的作用就是减少材料着火的机会和减慢火焰蔓延的速度。在人们对阻燃剂需求量增大的同时,阻燃剂的性能要求也更加多面化。绿色阻燃剂本身在生产和使用过程中应是无毒害的,它应有良好的耐热稳定性、耐老化性、耐光稳定性、无腐蚀性,同时,其燃烧产物应为低烟低毒。目前绿色阻燃剂的种类繁多,按化学成分、组成结构及阻燃机理,可分为无卤阻燃剂、纳米高聚物/无机复合阻燃剂、无机阻燃剂和膨胀型阻燃剂。
2.1 无卤阻燃剂
2.1.1 磷系阻燃剂
磷系阻燃剂的阻燃机理主要是含磷化合物受热时会分解生成聚偏磷酸。聚偏磷酸是不易挥发的稳定化合物,在燃烧物表面形成隔离层。另外,由于聚偏磷酸脱水作用促进炭化,使表面形成炭化膜,从而起到阻燃作用[1-2]。磷系阻燃聚合物燃烧时,对环境污染少,阻燃剂含量较少就能达到好的阻燃效果,且对聚合物材料的各种性能影响小,得到了广泛的应用。但是,磷系阻燃剂中的红磷易吸湿水解,放出有毒的磷化氢,而且有机磷系阻燃剂也有发烟量大、毒性大、易水解、热稳定性差等缺点。
目前对红磷进行改性处理最有效的方法是进行表面包覆[3-5]。而针对磷系阻燃剂易水解、热稳定性差等缺点,磷酸酯类阻燃剂的开发逐渐从单磷酸酯类向双聚或多聚磷酸酯类阻燃剂发展。袁相爱等[6-7]以三氯氧磷、间苯二酚及苯酚为原料合成四苯基间苯二酚二磷酸酯;刘凡等[8]采用无溶剂法合成耐水洗棉织物用阻燃剂 N-甲基-3-二甲基磷丙酰胺。
聚磷酸铵(APP)是另一种重要的磷系阻燃剂,其制备方法很多[9-10],但大多数方法所能制备出的产品耐水性差。合成长链的水难溶性 APP 是主要的解决途径,目前有两种方法,一是通过磷酸或磷酸盐加入氨化剂控制工艺条件聚合生成水难溶性APP[11-12];二是通过 APP 的其他较容易制备的晶型转化生成水难溶的Ⅱ型 APP[13-15]。
2.1.2 金属氢氧化物阻燃剂
氢氧化铝和氢氧化镁是金属氢氧化物阻燃剂的主要品种,它有无毒性、低烟、腐蚀小、价格低、热稳定性好等特点,被誉为无公害阻燃剂。它们由于受热分解吸收大量燃烧区的热量,使燃烧物燃烧区的温度降低到燃烧的临界温度之下,燃烧物自熄,分解后生成的金属氧化物多数熔点高,热稳定性好,覆盖于燃烧固相表面阻挡热传导和热辐射,从而起到阻燃作用,生成的水受热蒸发进一步吸收潜热降低温度,同时产生大量水蒸气,稀释可燃性气体也起到阻燃作用。
将氢氧化铝、氢氧化镁超微细化,并用有机硅偶联剂或脂肪酸进行表面改性处理,可以使其在树脂中迅速分散成一体,从而降低火焰的传播速度,使燃烧时生成的烟量、有毒气体量和腐蚀性气体量都相当少,大大提高了其阻燃抑烟的效果。
2.2 膨胀型阻燃剂
膨胀型阻燃剂 (简称 IFR 体系) 是以磷、氮、碳为主要核心成分的阻燃剂,膨胀型阻燃剂通常由炭源、酸源和发泡源三部分组成。在火焰和高温的作用下,酸源受热放出无机酸,与多元醇酯化,进而脱水炭化,反应生成水蒸气以及一些不燃烧气体使炭层膨胀,最终形成一层多微孔的坚韧的炭质泡沫层,生成的炭层可以吸附在熔融、着火的表面,即可阻挡热量和氧气的进入,该炭质层具有阻隔热量及氧气的传递和抑烟的作用,并能防止燃烧过程产生熔滴,有效地阻止了流涎造成的火焰蔓延,从而达到阻燃的目的,且低烟、低毒、无腐蚀性气体产生[16]。因此,膨胀阻燃技术已成为当前最活跃的阻燃研究领域之一。
其中可膨胀石墨是一种特殊的膨胀型阻燃剂。该阻燃剂无需酸源脱水,在高温下,可膨胀石墨中的嵌入层受热易分解,产生的气体使石墨的层间距迅速扩大几十至几百倍。当可膨胀石墨与高聚物混合时,在火焰的作用下,可膨胀石墨能在高聚物的表面形成一坚韧的炭层,从而起到阻燃的作用。
2.3 无机阻燃剂
2.3.1 硅系阻燃剂
有机硅系阻燃剂是近年来开发的一种新型高效、低毒、防熔滴、环境友好的无卤阻燃剂,也是一种成炭型抑烟剂,它在赋予高聚物优异阻燃抑烟性的同时,还能改善材料的加工性能及提高材料的机械强度,特别是低温冲击强度[17]。这些含硅的物质不论单独作用、与聚合物混合使用还是作为共聚体,都是有发展前途的阻燃剂。在有金属氢氧化物存在时,硅胶与有机醇反应生成多种有机硅化物。多羟基聚合物在燃烧过程中与硅胶等添加剂作用,结果会使聚合物发生交联,从而形成Si—O—C类型的保护炭层。
随着环保意识的日益加强,硅系阻燃剂及以硅阻燃剂为基础的复合物将是今后研究和开发绿色化阻燃剂的主要趋势之一。
2.3.2 硼酸系阻燃剂
硼酸锌是一种有效的、多功能阻燃剂、抑烟剂。它含有结晶水,在火焰中,这些水释放出来,吸收热量,减少了火焰蔓延所需要的热量并稀释了氧含量。硼酸锌还可以与其他金属化合物在材料表面形成熔融的硼酸盐隔离层,并形成硼酸盐骨架,对氧气起到很好的阻隔效果。
2.4 纳米高聚物/无机复合材料阻燃剂
纳米复合材料是指将材料中的一个或多个组分以纳米尺寸或分子水平均匀地分散在另一组分的基体中,它的研究只有十几年的历史。但是试验证明,因其存在超细的尺寸,所以各种类型的纳米复合材料的性质比其相应的宏观或微米级复合材料均有较大改善,材料的热稳定性和阻燃性能也有较大幅度提高[18]。
某些鳞片状无机物能够碎裂成纳米尺寸的结构微区,其片层间距一般在零点几到几个纳米,它们不仅可以让某些聚合物嵌入到其纳米尺寸的夹层空间中,形成“嵌入纳米复合材料”,如蒙脱土(MMT)属于Si—O四面体和Al- O八面体的2:1型紧密堆积结构的黏土矿物,聚合物/蒙脱土纳米复合材料热稳定性提高的原因不仅在于嵌入型聚合物特殊的“夹心型”结构,且与热降解能量及离子极性有关。也就是说,“嵌入型聚合物”热稳定性提高不仅与其特殊结构有关,也与“平躺”于蒙脱土片层之间聚合物链段的空间位阻效应使其热运动受到限制有关[19]。
Du J X等用X射线光电子光谱法(XPS)对聚苯乙烯(PS)/黏土纳米复合材料和聚甲基丙烯酸甲酯(PMMA)/黏土纳米复合材料的热降解以及阻燃机理进行了研究。通过XPS分析发现,当样品热降解时,样品表面氧的含量会有所升高,而同时碳的含量会减少,这是样品表面聚合物量减少而硅酸盐含量相应增加的缘故。同时,在200℃~250℃蒙脱土会分解生成Al2O3和SiO2,而SiO2由于其较低的表面能主要集中在样品表面,这种现象在嵌入型、剥离型和嵌入-剥离混合型纳米复合材料中都是相似的[20-21]。
国内外对聚合物/层状无机纳米复合材料的研究相当活跃[22-24]。利用多孔或层状无机化合物的特性,在高聚物中形成纳米复合人工微结构材料,在热分解燃烧过程中,可能形成碳及无机盐多层结构,它起到隔热及阻止可燃气体逸出的作用。由于这是从纳米或分子水平设计上来考虑高聚物复合材料的结构,从而其阻燃性能和力学性能得到提高,因此这类阻燃材料是一种充满希望的无卤型绿色环保助剂。
3 绿色阻燃剂在纺织品中的应用
随着科技的发展,人们对于纺织品安全性能的要求也越来越高,纺织品阻燃安全性能已经成为国际上纺织品检测的重要指标之一,而国内对阻燃安全性能的检测要求也越来越重视。除了使用本质阻燃面料,如芳纶、腈棉、杜邦凯夫拉、诺梅克斯、澳大利亚PR97等,后整理阻燃面料也已经在大量地使用过程中,使用更加绿色安全的阻燃剂对纺织品进行阻燃整理也日趋为各国的纺织品市场所接受。这些绿色的阻燃剂不仅应用于那些特殊工种服装,如焊工服、消防服,也可以应用于日常的纺织面料中,如居家装饰和被褥用织物,军用品和汽车构件材料中也大量用到了阻燃纺织品。因此,安全、绿色、手感良好的阻燃剂市场占有率也会增加。
Ciba的Flamesrab NOR 116是过程可熔融性非卤素阻燃剂,用于聚烯烃类纤维,包括非织造材料,显示出优异的阻燃效能,可大量用于多种汽车和建筑结构材料。该公司的阻燃产品由于改进了耐紫外线(UV)的稳定性,在产业用和室外织物应用方面也有发展。
金属氢氧化物阻燃剂,如阻燃地毯苯乙烯-丁二烯胶乳中的氢氧化铝,在燃烧时可以大量吸收热量,因此在刚开始燃烧时的阻燃效果亦非常显著。
Apexicial公司最近推出了一种非卤素、高含磷的熔融可溶性(melt soluble)阻燃剂——Apexicial Pyrapex,可用于聚酯和尼龙织物,由于其聚合物熔融可溶性,特别受到需要阻燃保护的双组分非织造生产企业的欢迎。
膨胀型阻燃剂(IFR)是一种以氮、磷为主要组成的复合阻燃剂,应用于纤维和织物时主要通过两种方式:一是将阻燃剂配制成整理液,通过涂布等方式整理到织物表面,天然纤维大多采用此方法;二是将膨胀型阻燃剂作为一种共聚单体加入到聚合物中,大多用于合成纤维的阻燃。
纳米复合材料阻燃课题研究的前沿是美国Cornell大学以及美国国家标准与技术研究所(NIST),他们研究了尼龙6、聚丙烯和聚苯乙烯纳米复合材料的阻燃性,并获得了初步成果[25]。王增加[26]等人研究发现经改性处理的蒙脱土添加量少(一般为基材质量的2%~5%)分散性好,添加剂与聚合物之间接触面积极大且存在二者界面间的化学键,因而它们具有理想的粘接性,能够在不影响材料力学性能的条件下提高材料的热稳定性能,作为基础阻燃体系具有广阔的应用前景。
4 绿色阻燃剂的展望
目前广泛使用的阻燃剂多为含卤阻燃剂,虽然有机卤化物在气相中产生活性卤素基团,能有效地改变高聚物的热氧化过程,利用阻燃剂分解放出的HX(如HBr、HCl及HI)与聚合物降解产生的H和OH自由基相互作用,使自由基浓度降低,从而延缓或终止燃烧的链反应,但是当火灾发生时,由于这些材料的分解和燃烧会产生大量烟雾,其主要起阻燃作用的HX是有毒、腐蚀性的气体,从而妨碍救火和人员的疏散、腐蚀仪器和设备,造成“二次灾害”,且燃烧产物(卤化物)具有很长的大气寿命,一旦进入大气就很难除去,严重污染了大气环境,更为甚者,它能造成臭氧层的破坏。因此,虽然含卤阻燃剂效果良好且应用很广,但它仍将被逐渐淘汰,取而代之的是更为清洁、环保的绿色产品。
绿色阻燃剂如无卤阻燃剂,因其高效、低烟、低毒等特性,最终可以取代含卤阻燃剂;磷系阻燃剂和无机氢氧化物也应进一步加强研究,特别是在阻燃剂的微胶囊化技术、超细化技术、表面改性处理技术等方面,通过微胶囊化可以降低红磷的吸湿水解性,减少有毒磷化氢气体的放出;膨胀型阻燃剂和高聚物/无机纳米复合材料阻燃剂因其具有优良的阻燃性能和物理性能以及无毒、无污染等优点,必将成为下一步研究开发的重点。随着人们对聚合物阻燃体系环境友好性要求的不断提高,纳米高聚物/无机复合材料与磷-氮系阻燃剂的协同阻燃应当是今后阻燃剂改性研究的主要方向。
绿色化学和技术必将带来新的产业革命;今后绿色阻燃剂工业研究的重点应是开发新型友好的低烟、低毒无卤产品,采用环境友好的化学反应,在工艺过程中使用无毒无害的原料、溶剂和催化剂,真正做到让不同的介质(生物、大气、水和土壤)都无影响或者影响最小。
参考文献:
[1]Camino G, Costa L, Trossarelli L. Study of the mechanism of intumescence in fire retardant polymers: Part I—Thermal degradation of ammonium polyphosphate-pentaerythritol mixtures[J]. Polymer Degrad.and Stabil. 1984, 6(4): 243-252.
[2]Camino G, Costa L, Trossarelli L. Study of the mechanism of intumescence in fire retardant polymers: Part II—Mechanism of action in polypropylene-ammonium polyphosphate-pentaerythritol mixtures[J]. Polymer Degrad.and Stabil. 1984, 7(1): 25-31.
[3]Bourbigot S, LE Bras M. The modification and application of red phosphorus[J].Fire and Material,1996, 20(1): 36- 39.
[4]舒万艮,熊联明,刘又年.微胶囊红磷阻燃剂的研究进展[J].中国塑料,2002,16(1):12-14.
[5]Award M.Prospect of microencapusating red phosphorus[J].Chemistry Industry,1990(8):19-21.
[6]袁相爱,杨锦飞,李丽.间苯二酚磷酸酯阻燃剂的合成研究[J].南京师范大学学报(工程技术版),2005,5(1): 80-82.
[7]Gerald R Barrett. Polyphosphates of diyalent aryl hydro-carbons[P]. US,2520090. 1950-08-22.
[8]刘凡,郭艳,王玉丰.耐久阻燃剂 KX-912 的合成研究[J].阻燃材料与技术,2006(3):14 -16.
[9]王贵生,郑建虎,王建国.工业聚磷酸铵的简易制备方法[J].现代化工,2000,20(1):61.
[10]张泽江,梅秀娟.聚磷酸铵阻燃剂的合成及阻燃机理[J].阻燃材料与技术,2004(2):5-8.
[11]姚晓雯,周大成.长链聚磷酸铵的制备和应用[J].浙江化工,1992,23(4):29-31.
[12]吕建平,刘汉虎.高纯度水难溶性聚磷酸铵阻燃剂的研制[J].安徽化工,1997(2):26-29.
[13]Makoto W, Masami W, Noriaki N, et a1. Preparation of ammonium polyphosphate form II from the system of ammo-nium orthophosphate-urea[J].Bul1. Chem. Soc. Jpn., 2000, 17(3): 115-119.
[14]丁著明,范华.阻燃剂聚磷酸铵的生产和应用[J].阻燃材料与技术,2003(4):4-14.
[15] Staendeke Horst, Scharf Danie1. Flame-retardant polymercompositions[P].US, 4957950, 1990-09-18.
[16]董延茂,鲍治宇.淀粉磷酸酯蜜胺盐膨胀型阻燃剂的合成[J].材料科学与工艺,2005,13(3):258-260.
[17]李永华,曾幸荣,刘波,等.有机硅树脂与溴系阻燃剂协同阻燃 ABS 的研究[J].塑料工业,2004,32(1):13-16.
[18]漆宗能,李强,王胜杰.硅橡胶/蒙脱土插层复合材料及其制备方法[P].中国专利:CN1163288A,1997-04-16.
[19]贾修伟.纳米阻燃材料[M].北京:化学工业出版社,2005.
[20] Du J. X., Zhu J., Wilkie C. A., et al. An XPS investigation of thermal degradation and charring on PMMA clay nanocomposites[J]. Polymer Degrad.and Stabil., 2002, 77(3): 377-381.
[21] Wang J. Q., Du J. X., Zhu J., et al. An XPS study of the thermal degradation and flame retardant mechanism of polystyrene-clay nanocomposites[J]. Polymer Degrad.and Stabil., 2002, 77(2): 249-252.
[22]漆宗能,李强,赵竹第,等.一种聚酰胺/黏土纳米复合材料及其制备方法[P].CN 1138593A.1996-06-05.
[23]Liu L. M., Qi Z. N., Zhu X. G. Studies on nylon 6/clay nanocomposites by melt-intercalation process[J]. J. Appl. Polym. Sci.,1999, 71(7): 1133-1138.
[24]Wang S J, Long C F, Wang X Y,et al. Synthesis and properties of silicone rubber/organomontmorillonite hybrid nanocomposites[J]. J. Appl. Polym. Sci., 1998, 69(8): 1557-1562.
[25]Gilman J W,Ackson C L,Morgan A B, et al. Flammability Properties of Polymer?Layered-Silicate Nanocomposites. Polypropylene and Polystyrene Nanocomposites [J]. Chem. Mater,2000,12(7): 1866-1873.
生物燃料的应用范文第4篇
一、国内生物燃料产业发展现状及存在的主要制约因素
(一)国内生物燃料产业发展现状
1、燃料乙醇开始规模化应用
“十五”期间,我国在黑龙江、吉林、河南、安徽4省,分别依托吉林燃料乙醇有限责任公司、河南天冠集团、安徽丰原生化股份有限公司和黑龙江华润酒精有限公司四家企业建成了四个燃料乙醇生产试点项目进行定点生产,初步形成了现有国内燃料乙醇市场格局。到2007年,我国燃料乙醇产能达160万吨,四家定点企业产能达144万吨。值得注意的是,为不影响粮食安全并改善能源环境效益,我国已确定不扩大现有陈化粮玉米乙醇生产能力的政策,转向以木薯和甜高粱等非粮作物为原料生产燃料乙醇,并开始商业化生产。目前,广西木薯乙醇项目的生产能力超过20万吨,2008年全国燃料乙醇总产量达172万吨。此外,生物液体燃料也已开始在道路交通部门中初步得到规模化应用,我国燃料乙醇的消费量已占汽油消费量的20%左右,在黑龙江、吉林、辽宁、河南、安徽5省及湖北、河北、山东、江苏部分地区已基本实现车用乙醇汽油替代普通无铅汽油。
2、生物柴油步入快速发展轨道
自2002年经国务院批示,国家发改委开始推进生物柴油产业发展以来,生物柴油年产量由最初的1万吨发展到现在的近20万吨,总设计产能约200万吨/年,生物柴油被纳入《中华人民共和国可再生能源法》的管理范畴。2008年,为鼓励和规范生物柴油产业发展,防止重复建设和投资浪费,根据生物燃料产业发展总体思路和基本原则,结合国家有关政策要求及产业化工作部署与安排,国家发改委批准了中石油南充炼油化工总厂6万吨/年、中石化贵州分公司5万吨/年和中海油海南6万吨/年3个小油桐生物柴油产业化示范项目。截止目前,我国生物柴油产业已初步形成以海南正和生物能源公司、四川古杉油脂化工公司和福建卓越新能源发展公司等民营公司、外资公司以及中粮集团、航天科工集团和三大石油集团共同参与的格局。
(二)生物燃料产业发展需突破的主要制约因素
目前,我国生物燃料产业的快速发展还面临许到原料资源供应、产业发展的技术瓶颈、商业化应用市场和政策、市场环境不完善等制约因素。
1、原料资源供应严重不足
无论是燃料乙醇还是生物柴油都面临着“无米下锅”。
从燃料乙醇看,如果完全用玉米来生产,按照1∶3.3 比例计算,2020 年将达4950 万吨,加上其他工业消费对玉米需求的增长,未来我国玉米生产将难以满足燃料乙醇生产的工业化需求,而且随着陈化粮食逐步消耗殆尽和玉米价格的不断上涨,玉米燃料乙醇的发展可能威胁到我国粮食安全,因此完全使用玉米生产燃料乙醇在我国并不现实。
从生物柴油看,国内仅有的几个项目都是以地沟油、植物油脚等废弃油脂做原料,而全国一年的废弃油脂也只有600―700万吨,其中相当比例还要用于化工生产,每年可供生物柴油企业利用的废弃油脂不足50 万吨。按照1.2 吨废弃油脂生产1 吨生物柴油计算,40 多万吨废弃油脂能满足的产能只有30 多万吨。目前,我国很多企业处于部分停产或完全停产状态,行业发展陷入了困境。
2、产业发展中的技术、标准瓶颈制约
目前,我国生物质能产业发展尚处于起步阶段,产业发展中的生产技术、产品标准、生产设备等问题已成为阻碍生物燃料产业快速健康发展的重要问题之一。
从燃料乙醇的发展看,一方面,我国的自主研发能力还比较弱,缺乏具有自主知识产权的核心技术。目前国内以玉米、木薯等淀粉类为原料的生产技术已经进入商业化初期阶段,以甜高粱、甘蔗等糖质类为原料基础的燃料乙醇生产技术大多处于试验示范阶段,还需在优良品种选育、适应性种植、发酵菌种培育、关键工艺和配套设备优化、废渣废水回收利用等方面作进一步研究。而国外以淀粉、糖质类为原料的燃料乙醇生产技术已经十分成熟,并进入大规模商业化生产阶段。此外,我国的纤维素乙醇还处在试验阶段,技术还有待完善,尤其是如何降低纤维预处理和纤维酶的成本,高效率的发酵技术等方面,总体而言与国外发达国家相比差距较大。另一方面,国内还缺乏以不同生物质为原料的燃料乙醇相关产品和技术标准。尽管我国于2001年颁布了变性生物燃料乙醇(GB18350-2001)和车用乙醇汽油(GB18351-2001)两项强制性国家标准,在技术内容上等效采用了美国试验与材料协会标准(ASTM);但上述标准主要是基于淀粉类原料而制定的,而制备燃料乙醇的原料种类较多且生产工艺也大不相同,在某些技术指标上也会有所差异,单一基于淀粉类原料制定的标准在一定程度上制约了我国燃料乙醇产业的快速发展。
从生物柴油的发展看,我国主要采用化学酯化法生产生物柴油,已形成较完备的技术体系和方法,但由于酯化过程要进行水洗、除渣、酯化、分离、蒸馏、洗涤、干燥、脱色等一系列过程,因此,转化率低,成本较高,而且产品质量难以保障。此外,虽然我国在2007年颁布了《柴油机燃料调和用生物柴油(BD100)国家标准》(GB/T20828-2007),但由于生物柴油的酸度、灰分、残炭均高于石油类柴油,常会以B5或B20等BX类生物柴油与石化柴油混用。而我国至今没有B5或B20标准,更没有对生物柴油企业的生产设计和运行进行技术规范,生物柴油质量难以保证,导致难以进入中石油、中石化的销售终端,大量生物柴油卖给企业用作烧锅炉等用途,极大地制约了我国生物柴油产业的快速健康发展。
3、生产成本过高,商业化应用缺乏市场前景
从燃料乙醇看,目前,除巴西以甘蔗为原料生产的燃料乙醇成本可以与汽油相竞争外,其他国家燃料乙醇的成本都比较高,而我国燃料乙醇由于受原料成本高、耗能大、转化率低等因素影响,燃料乙醇的生产成本更高;从生物柴油看,在原料价格高峰时,生物柴油的生产成本是每吨接近7000元,而售价是6000元左右。因此,不依靠政府补贴,大规模的商业化应用缺乏市场前景。
4、政策法规和市场环境尚需改进
虽然我国在2005年2月28日通过了《可再生能源法》,并于2007年8月出台了《可再生能源中长期发展规划》,但主要是以利用再生能源发电作为目标和重点的,缺乏对包括燃料乙醇、生物柴油等生物燃料开发利用的明确性规定。另外,在生物燃料产业发展方面缺乏利用税收减免、投资补贴、价格补贴、政府收购等市场经济杠杆和行政手段促进发展的政策性法规;而且,部分出台的优惠政策行业内企业很难享受。此外,我国生物燃料产业的市场化竞争和运作环境也有待进一步完善。
二、我国生物燃料产业发展的路线图
(一)发展目标
按照因地制宜、综合利用、清洁高效的原则,合理开发生物质资源,以产业发展带动技术创新,通过加强生物质的资源评价和规划,健全生物燃料产业的服务体系,包括完善科技支撑体系,加强标准化和人才培养体系建设,完善信息管理体系等途径促进生物燃料产业的发展,实现生物燃料产业发展从追赶型到领先型的转变。到2020年,燃料乙醇年利用量达1000万吨,生物柴油年利用量达200万吨,年替代化石燃料1亿吨标准煤。
(二)发展路线
近期(2011―2015年):在燃料乙醇方面,应维持玉米乙醇、小麦乙醇的现有发展规模,继续提高玉米乙醇、小麦乙醇项目的生产效率;重点发展木薯乙醇、马铃薯乙醇等非粮淀粉类燃料乙醇;努力完善木薯乙醇、马铃薯乙醇等非粮燃料乙醇的生产工艺,提高生产经济性;进行甜高粱乙醇、甘蔗乙醇等糖类原料的直接发酵技术的示范;同时,加大纤维素遗传技术研发力度,争取在纤维素酶水解技术上有所突破;开展抗逆性能源植物的种植示范。在生物柴油方面,仍将维持以废弃油脂为主,以林木油果等为辅的原料供给结构;开展高产木本油料种植技术研究;开展先进酯化技术示范;制定生物柴油技术规范和B5或B20等BX类生物柴油与石化柴油混用的产品标准,并建立部级的质量监测系统。
中期(2016―2020年):在燃料乙醇方面,加大以甜高粱等糖类作物为原料的燃料乙醇的产业化利用,应用耐高温、高乙醇浓度、高渗透性微生物发酵技术,采用非相变分离乙醇技术;戊糖、己糖共发酵生产乙醇技术实现突破,纤维素乙醇进入生产领域;耐贫瘠能源作物在盐碱地、沙荒地大面积种植,提高淀粉作物中淀粉含量、糖作物中的糖含量技术成功,燃料乙醇在运输燃料中起到重要作用。在生物柴油方面,大力开发以黄连木、麻风树等木本油料植物果实作为生物柴油主要原料的生物柴油,高产、耐风沙、干旱的灌木与草类规模化种植技术取得突破;高压醇解、酶催化、固体催化等生物柴油技术广泛应用。
远期(2020年以后):在燃料乙醇方面,燃料乙醇逐步替代汽油并探索利用更高热值产品(如丁醇等);植物代谢技术取得突破,减少木质素含量提高纤维素含量,大规模生产木质纤维类生物质燃料乙醇的工业技术开发成功并实现产业化。在生物柴油方面,以黄连木、麻风树等木本油料植物果实作为生物柴油主要原料的生物柴油的生产工艺不断成熟且生产经济性不断提高,规模不断扩张;工程微藻法技术逐步完善并走向成熟且实现产业化。
三、促进我国生物燃料产业发展的保障措施
(一)统一思想,合理规划,有序推进
向全社会广泛宣传发展生物燃料产业的重要意义,切实提高对发展生物燃料产业重要性的认识,把生物燃料产业的发展提高到国家经济和社会发展的战略高度予以考虑。同时,要借鉴先发国家在生物燃料产业发展过程中的经验和教训,仔细分析生物燃料产业发展过程中可能会出现的问题。此外,各地区也要按照因地制宜、统筹兼顾、突出重点的原则,做好生物燃料产业发展的规划工作,根据生物质资源状况、技术特点、市场需求等条件,研究制定本地区生物燃料产业发展规划,提出切实可行的发展目标和要求,充分发挥好资源优势,实现生物质能的合理有序开发,走出一条具有中国特色的生物燃料产业发展路径。
(二)开展资源评价,发展能源作物
必须通过生物质资源的调查和评价工作,搞清各种生物质资源总量、用途及其分布,为发展生物燃料产业奠定良好基础。一是开展调查研究,做好资源评价。二是在生物质资源普查与科学评价基础上,制定切实可行的能源作物发展规划,以确定在什么地方具有大规模种植何类能源作物的条件。在不毁坏林地、植被和湿地,不与粮争地,不与民争粮的原则下,调整种植业比例,优化种植结构,根据主要能源作物品种的性能、适宜的边际性土地等资源数量、区域分布现状,科学制订能源作物的种植规划。在种植基础好、资源潜力大的地区,规划建设一批能源作物种植基地,为生物燃料示范建设和规模化发展提供可靠的原料供应基础。
(三)加大生物燃料产业前沿技术研究和产业化示范工作
必须要坚持点面结合、整体推进的原则,将近、中远期目标相结合,并结合我国生物质资源特点,加大对生物燃料产业前沿技术和技术产业化研究的支持力度。一是制定生物燃料产业发展的技术路线图,通过政府、企业和研究机构的共同工作,提出中长期需要的技术发展战略,有利于帮助企业或研发机构识别、选择和开发正确的技术,并帮助引导投资和配置资源。二是加强生物燃料产业技术的试点和产业化示范工作,设立生物燃料产业研究发展专项资金,增加研究开发投入,加大生物燃料产业技术的研发力度,加快推进生物燃料产业技术的科技进步与产业化发展。三是重视生物燃料产业技术和产品的标准体系建设,制定生物燃料产业技术和产品标准,发挥标准的技术基础、技术准则、技术指南和技术保障作用,并建立部级的质量监测系统加强市场监督工作,促进生物燃料产业的健康发展。
(四)加强财政、税收和金融政策的引导和扶持
一是可以给予适当的财政投资或补贴,包括建立风险基金制度实施弹性亏损补贴、对原料基地给予补助、具有重大意义的技术产业化示范补助和加大面对生产生物燃料产品企业的政府采购等措施,以保证投资主体合理的经济利益,使投资主体具有发展生物燃料项目的动力。二是加大对投资生物燃料项目的税收优惠,包括对投资生物燃料项目的企业实行投资抵免和再投资退税政策,对生产生物燃料产品的企业固定资产允许加速折旧,对科研单位和企业研制开发出的生物燃料新技术、新成果及新产品的转让销售在一定时期可以给予减免营业税和所得税等措施,以鼓励和引导更多的企业重视、参与生物燃料产业发展。三是积极引导金融资本投向生物燃料产业,包括对生物燃料龙头企业实施贷款贴息,支持有条件的生物燃料企业发行企业债券和可转换债券,支持符合条件的生物燃料企业以现有资产做抵押到境外融资以获得国际商业贷款和银团贷款,鼓励和引导创业投资增加对生物燃料企业的投资等措施,鼓励以社会资本为主体按市场化运作方式建立面向生物燃料产业的融资担保机构,以降低生物燃料企业的融资成本,扩充和疏通生物燃料企业的融资渠道。
(五)加强部门间合作,建立产业服务配套体系,完善市场体系建设
一是建设和完善服务保障体系。整合资源,建立和完善产业服务配套体系,针对生物质资源分布广、收集运输难等问题,建立生物质资源收集配送等产业服务体系;积极引导农民发展能源作物种植、农作物秸秆收集与预处理等专业合作组织,建立生物质原料生产与物流体系;尽快建立完善生物燃料产业技术的推广服务体系、行业质量标准和产品检测中心等配套服务体系,加强生物燃料产业技术、管理人才队伍的建设。二是必须尽快开发具有自主知识产权的生物燃料产业的国产设备,重点开发有利于生物燃料产业发展的装备设计与制造技术,包括大型专用成套设备和成熟的生产工艺路线。三是完善市场体系建设。要通过市场带动,积极发展上下游企业和相关配套产业,整合资源,优化结构,建立完善的市场体系。
生物燃料的应用范文第5篇
生物质混燃发电技术是环境友好、高效经济的规模化利用技术,应用前景广阔.总结了现有生物质混燃技术和国内外应用现状,介绍了一种生物质能高效利用的新方式,即在煤粉炉中使用独立喷燃技术燃用生物质成型燃料的方案,该方案将成为未来发展方向.分析了生物质在大容量煤粉炉中混燃发电技术的可行性,讨论了该混燃技术的关键设备选型配置情况和系统要求,指出了该混燃技术要实现规模化推广存在的主要矛盾,并提出了相应的建议.
关键词:
生物质发电; 混燃; 技术; 设备
中图分类号: TK 6文献标志码: A
Analysis of the biomass co firing technology and key equipment
for pulverized coal power boilers
LU Wang lin, LIU Bing chi
(1. Shanghai Power Equipment Research Institute, Shanghai 200240, China;
2. Shanghai Electric Power Generation Group, Shanghai 201199, China)
Abstract:
The biomass co firing power generation is an environment friendly and cost effective technology for large scale biomass utilization. In this paper, types and application situations of the biomass co firing technology are summarized. A new, promising co firing plan for high efficiency utilization of biomass is recommended, by which pulverized biomass fuel is combusted with separate burners on the same pulverized coal furnace. The feasibility of biomass co firing for power generation on large capacity pulverized coal boilers is analyzed. Key equipment selections and system requirements for the technology are discussed. In addition, the major problem for large scale application of the plan is discussed and relevant suggestions are provided.
Key words:
biomass power generation; co firing; technology; equipment
我国目前的生物质燃烧发电以直燃技术为主,装机容量在30 MW以下,基本采用振动炉排炉或流化床技术[1].受燃料供应不稳定,供电效率低及基建投资高等因素影响,这些生物质发电厂虽然享受电价补贴,但经营状况仍然不佳.而生物质混燃技术是指将生物质与煤在传统的燃煤锅炉中混合燃烧技术.它能充分利用现有燃煤发电厂的投资和基础设施,是一种低成本、低风险且灵活的可再生能源利用方式.它既可减缓常规电站对传统化石燃料的依赖,又可减少传统污染物(SO2,NOx,PM等)和温室气体(CO2,CH4等)的排放,具有积极的社会效益和环境效益.
1生物质混燃技术分类和国内外应用现状
从混燃技术上可分为:(1)直接混合燃烧:经预处理的生物质直接输入锅炉系统燃烧;(2)间接混合燃烧:将生物质气化后的燃气输入锅炉系统燃烧;(3)并联燃烧:生物质在与传统锅炉并联的独立锅炉中燃烧,将所产蒸汽供给发电机组.根据混合点位置不同,直接混合燃烧又可分为共磨方案(在磨煤机前混合)、共管方案(在磨煤机后煤粉管道内混合)和独立喷燃方案(在锅炉燃烧室混合).独立喷燃方案将成为未来发展方向[2].从生物质形态上可分为直接破碎混燃和成型颗粒混燃.
欧洲及北美等发达国家从上世纪90年代开始进行了多种混燃技术的示范工程,取得了一系列重要的成果[2]:如丹麦的Studstrupvrket 1#机组150 MW煤粉炉混燃了热量比20%的秸秆类生物质,约合输出电力30 MW;荷兰的Gelderland电厂635 MW机组的EPON计划中混燃了木材粉末(约占3%的锅炉输入热),合输出电力20 MW;英国的Drax电厂6×660 MW机组混燃了热量比2%左右的生物质燃料,合输出电力80 MW;比利时的Ruien发电厂540 MW机组及奥地利的Zeltweg 137 MW机组尝试了间接气化混燃技术;丹麦的Avedore 2# 的430 MW机组尝试了并联燃烧方式.目前在英国10余家燃煤电站(总装机超过20 000 MW),实现了生物质混燃技术的商业化运行.近年来,国际能源署IEA的生物质能协定任务32(Task 32)对该技术进行了较为深入的总结及调查研究.2007年,世界范围内有152个生物质混燃项目成功投入商业运行,到2009年已增长至228个,机组容量覆盖50~700 MW,其中100多个项目分布在欧洲,超过40家分布在北美,还有部分项目分布在澳洲[3].国内生物质混燃技术起步较晚,应用较少.最为典型的为山东十里泉电厂140 MW机组混燃秸秆示范项目.它是我国成功商业运行的生物质在煤粉炉中混燃的唯一项目[4].截至目前,国内未见在煤粉炉中使用独立喷燃方案燃用生物质成型燃料的实际工程实例报道.
2生物质混燃技术的关键设备和系统分析
受散状生物质收集半径所限,常规秸秆类生物质无法远距离运输,在一定程度上限制了生物质混燃电站的生物质供应链,而蓬勃发展的生物质成型燃料产业将会使生物质混燃技术进入全新的发展阶段.先进的生物质颗粒成型燃料的加工能耗约为70 kWh·t-1 [5],约仅占其热值的2%左右.由于成型后燃料密度大(800~1 400 kg·m-3),且水分低(
2.1生物质成型燃料的储存运输处理系统配置要求
入厂原料采用生物质成型颗粒燃料的混燃技术,一般要求颗粒粒径在10 mm左右.此模式能克服传统生物质易堵塞特性.欧洲实践经验表明,生物质颗粒可存放于封闭式料场,通过刮板机上料;也可在电厂内存放于大型筒仓之中,通过皮带输运.为了释放长期存储可能产生的热量,筒仓通常需要设置螺旋给料、斗提等自循环系统,并配有可燃气体浓度监测装置及爆破门,以进一步提高安全性.由于生物质成型燃料的加工过程已经完成了纤维破碎,因此可经仓储、输送过程后直接进入后续的制粉工艺.
2.2粉碎设备
生物质混燃共磨方案使用电站原有的磨煤机制粉系统磨制生物质燃料有一定的局限性,运行期间需要关注磨煤机电流、石子煤量、出口风温等特性指标,需严格控制较低的混燃比例,以免造成生物质燃料阻塞磨煤机,引起磨煤机故障.另外,需要严格关注送粉管道挥发分浓度,避免出现爆燃事故.该系统设备简单,但可靠性稍差.
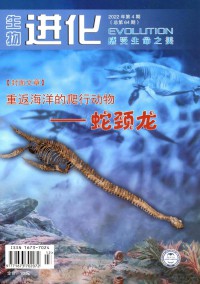
共管及独立喷燃方案需要单独配置生物质粉碎设备.经国内外调研,粉碎终点粒度控制在3 mm以下较佳[1],可在约1 000℃的炉膛内充分燃烬.目前主要有两种类型设备可实现规模化应用.
(1) 锤片粉碎机(Hammer Mill)
如图1所示,此类设备非常适合粉碎处理秸秆、木材等生物质类物料,技术成熟可靠[6].通常为卧式结构,锤片在机内高速飞转,将物料锤碎至需要的过筛尺寸.国内主要应用于饲料及食品行业,国产设备单机最大生产能力约5~10 t·h-1.近期,随着生物质成型燃料加工行业的兴起,也有个别厂家能够设计生产能力20 t·h-1以上的产品,但目前尚无实际运行业绩支撑.国外设备经验较丰富,如瑞典BRUKS公司的最大型号单机额定功率500 kW,配有470块锤片,转子直径1 600 mm,锤片末端线速度达78 m·s-1,滤网面积可达8 m2,设备价格高达300万元.
图1锤片粉碎机
Fig.1
Hammer mill
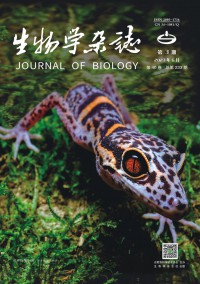
(2) 雷蒙磨粉机(Raymond Mill)
如图2所示,此类设备历史悠久,在国内外矿产品粉体加工领域应用广泛[7] .该设备为立式结构,工作原理为:旋转磨辊在离心力作用下紧滚压在磨环上,将物料碾压破碎成粉;内置旋转铲刀防止物料堆积;磨内通风把成粉的物料吹起,达不到粒度要求的物料被分析机阻挡后重回到磨腔继续研磨;达到粒度要求的物料则可通过旋转分析机后进旋风分离器分离收集.国内一些制造厂对传统技术进行升级,成品粒度更小,比功耗更低,但在生物质领域的适应性尚不明确.国内设备供应商维科重工曾配合笔者单位进行了生物质成型颗粒燃料的试磨试验,可以预期185 kW最大型号设备单机生产能力达20~40 t·h-1,成品粒度在0.5 mm以下.
图2雷蒙磨粉机
Fig.2
Raymond mill
2.3燃烧器要求及气力输送配置
生物质燃料收到基含有约70%的挥发分,极易点燃及燃烬.国外一些公司开发了先进复杂的生物质专用燃烧器,但在笔者调研时发现十里泉电厂混燃示范项目实践中丹麦进口燃烧器的故障率较高,电厂已将其改造为简单的钢管燃烧器,且运行效果佳.燃烧系统的关键是将一次风量与燃料量相匹配,经初步计算四角切圆煤粉炉中独立喷燃方案,配10 t·h-1的生物质燃烧器推荐配一次风量为4 000 Nm3·h-1.合理地选择一次风速,并将其作为输送介质将生物质粉末吹送入燃烧器时宜选择稀相压送式装置,这在气力输送行业有丰富的经验,在此不再赘述[8].
2.4混燃对锅炉受热面的影响
碱金属氯化物(KCl等)的低温沉积腐蚀问题一直是困扰生物质直燃领域的一个技术难点,直接燃烧产生KCl等物质在含Cr合金钢受热面上发生沉积而导致严重的氯腐蚀问题.碱金属氯化物的高温腐蚀,直接限制了热力工质参数的进一步提高,导致目前生物质直燃电站的热电转换效率偏低.但在混燃技术领域,实验室及现场测试均表明,燃煤中含量较高的S元素及Al,Si,Fe类灰成分,将会使K等碱金属形成高熔点化合物,Cl元素则以超低浓度气相HCl的形式随烟气排放,因此混燃时的腐蚀速率比直燃技术低很多数量级[9].控制混燃热量比在15%以下(质量比
2.5环境影响分析
生物质低灰低硫高挥发分的特性,宜与燃煤形成互补效应.大量研究表明,在传统电站中混燃少量的生物质后,单位供电量下的SO2,NOx,粉尘等污染物排放强度均可降低,且不会对原配置的环保设备造成负面影响,特别适宜在一些受污染物排放总量减排政策制约的电站中推广使用.值得关注的是,对于某些秸秆类生物质内的高碱金属,燃烧烟气可能有促使钒基SCR催化剂中毒的风险[10],尚需进一步研究其机理后,对不同生物质的混燃比进行限制.
由于生物质内C元素在自然界中是循环利用的,同直燃技术一样,混燃技术中由生物质燃烧产生的CO2可不视为温室气体排放.年消耗约15万t生物质(收到基碳含量按40%计)的混燃技术项目,可因少用煤炭而折算的CO2减排50万t以上.如果未来实施全球碳排放交易,由此产生的收益将达到1亿元人民币数量级(参考欧洲目前碳排放交易经验,每吨CO2的减排补贴为25欧元)[11].
2.6混燃比计量与检测设备
混燃比是衡量混燃电厂供电中的可再生能源份额的重要指标.混燃比计量可分为两种方式:
(1) 燃料侧计量:实际应用中,绿色电力份额可转化成生物质混燃热量比考虑,可由入厂原料汽车衡装置,或者皮带及给料机上设置的重力式传感器计量混燃的生物质重量,之后再综合入炉煤重量及生物质与煤的热值实验室分析数据转换取得.但对多种生物质燃料的取样分析过程繁琐,数据精度不高,且过程中存在大量的人为因素,有以虚假信息换取巨额绿电补贴的可能性.
(2) 烟气侧计量:其原理同考古领域常见的14C断代法基本相同,已经拓展至环境监测领域[12-13].C元素中放射性同位素14C的半衰期为5 730 a,其化学性质与常见的12C相同,且大气环境及生物质燃料中的14C/12C比例基本稳定在10-12数量级.由于化石燃料形成年代距今达上亿年之久,基本检测不到14C,因此可通过测量混燃锅炉排烟中的14C/12C比例精确计量电站的混燃比率(生物基的百分含量).目前的先进加速器质谱AMS技术测量同位素比值的灵敏度可达10-15至10-16,可对混燃比作出非常准确的判断.欧美多国已经制定了针对燃料的生物基份额的检测标准,如ASTM D6866、CEN 15591/15747等,并在积极开发14C同位素同步在线监测技术.我国尚未开展此方面的研究工作.
3当前面临的主要矛盾及建议
生物质直燃发电的单位造价在万元·kW-1数量级,而混燃改造的投资低得多,采用国产设备的混燃系统投资仅在百元·kW-1数量级,且混燃技术的燃料热电转化效率明显优于直燃技术,是一种生物质能利用的有效方式.
生物质混燃在发电技术层面的问题已经明晰落实,但受国内监管体系制约,电网公司很难核实混燃电站实际运行中的生物质消耗量,可再生能源补贴量因此很难确定.混燃计量检测技术已经成为绿电价格补贴政策无法拓展到生物质混燃领域的主要瓶颈因素,严重制约了经济性较好的混燃技术的规模化应用.
按照2006年颁布的《可再生能源发电价格和费用分摊管理试行办法》中有关“发电消耗热量中常规能源超过20%的混燃发电项目,视同常规能源发电项目,执行当地燃煤电厂的标杆电价,不享受补贴电价”的规定,也就是说生物质在燃料比例中要大于80%才能享受补贴,而目前的混燃比例一般在20%以下,所以生物质混燃项目并不能享有与直燃电厂等效的电价补贴[14].从目前市场现状来看,单位热值的生物质燃料价格仍高于对应的煤价,如无电价补贴等刺激性政策,火力发电厂更加愿意燃用煤,这是目前我国生物质混燃技术无法规模推广应用的一个主要原因.
建议尽快开发监测生物质使用量的客观评价体系和烟气侧14C同步在线检测技术,政策上尽快完善燃料侧监管体系和制度,引领生物质产业健康发展.
参考文献:
[1]张明,袁益超,刘聿拯.生物质直接燃烧技术的发展研究[J].能源研究与信息,2005,21(1):15-20.
[2]雅克·范鲁,耶普·克佩耶.生物质燃烧与混合燃烧技术手册[M].田宜水,姚向君,译.北京:化学工业出版社,2008.
[3]Al MANSOUR F,ZUWALA J.An evaluation of biomass co firing in Europe[J].Biomass and Bioenergy,2010,34(5):620-629.
[4]谢方磊.十里泉发电厂140 MW机组秸秆发电技术应用研究[J].山东电力技术,2006(2):65-68.
[5]肖宏儒,宋卫东,钟成义,等.生物质成型燃料加工技术与装备的研究[J].农业工程技术·新能源产业,2009(10):16-23.
[6]祖宇,郝玲,董良杰,等.我国秸秆粉碎机的研究现状与展望[J].安徽农业科学,2012,40(3):1753-1756.
[7]刘佳欣.雷蒙磨粉机:历史与未来发展趋势展望[J].中国粉体工业,2011(1):4-6.
[8]李诗久,周晓君.气力输送理论与应用[M].北京:机械工业出版社,1992.
[9]LOO S V,KOPPEJAN J.The handbook of biomass combustion and co firing[M].London:Earthscan,2010.
[10]BAXTER L,KOPPEJAN J.Biomass coal co combustion opportunity for affordable renewable energy[J].Fuel,2005,84(10):1295-1302.
[11]李定凯.对芬兰和英国生物质 煤混燃发电情况的考察[J].电力技术,2010,19(2):2-7.
[12]刘卫,位楠楠,王广华,等.碳同位素比技术定量估算城市大气CO2的来源[J].环境科学,2012,33(4):1041-1048.
[13]奚娴婷,丁杏芳,付东坡,等.用一年生植物研究大气14C分布与化石源CO2排放[J].科学通报,2011,56(13):1026-1031.
[14]胡润青,秦世平,樊京春,等.生物质混燃发电政策研究[J].可再生能源,2008,30(5):22-25.
收稿日期: 2012-10-14